


Perforated Modular Belts
Get Quote
| Price per Unit | Meter |
| Material | PP, POM, PE |
| Belt Width | 40 mm – 1500 mm |
| Features | PERFORATIONS |
| Application Area | EASY WASHING,VACCUUM,AIR SPRAYING |
| Working Temperature | AS PER REQMT |
| Length Of Belt | AS PER REQMT |
| Brand | MOVEX,ITALY & MODUTECH,TURKEY |
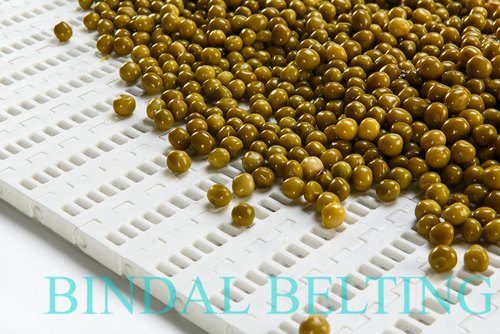
Perforated (Flush Grid) Modular Belts have perforations. These are helpful in easier washing / cleaning and also in air spraying / vaccuum applications.
Perforated Modular Belts
Get Quote
| Price per Unit | Meter |
| Material | PP, POM, PE |
| Belt Width | 40 mm – 1500 mm |
| Features | PERFORATIONS |
| Application Area | EASY WASHING,VACCUUM,AIR SPRAYING |
| Working Temperature | AS PER REQMT |
| Length Of Belt | AS PER REQMT |
| Brand | MOVEX,ITALY & MODUTECH,TURKEY |
Perforated (Flush Grid) Modular Belts have perforations. These are helpful in easier washing / cleaning and also in air spraying / vaccuum applications.
Perforated Modular Belts
Perforated modular belts provide versatile solutions across various conveying applications. Bindal Belting provides perforated modular belts from leading manufactures like Modutech, Turkey and from Movex Italy. These belts are available in various pitches and gaps ranging from 5% to 40%.
Applications
Perforated modular belts are integral components in a wide array of conveying applications, offering a host of benefits that cater to diverse industrial needs. One of their primary advantages lies in their ability to facilitate optimized drainage, making them particularly well-suited for easy cleaning. Industries such as food processing, and fruits & vegetable washing greatly benefit from the design of these belts.
Moreover, the modular nature of these belts allows for customizable configurations, ensuring that they can be tailored to meet the specific requirements of different products, shapes, and sizes. This flexibility not only enhances the efficiency of material handling but also contributes to the overall productivity of conveyor systems.
Another significant advantage of these belts is their ability to prevent debris buildup during operation. The perforations in the belt surface facilitate the easy passage of debris, preventing blockages and minimizing maintenance downtime. This feature is particularly advantageous in industries where cleanliness and operational continuity are paramount.
Stability and chemical resistance
Furthermore, the structured surface of modular belts ensures the stability of conveyed products throughout the transportation process. This stability helps reduce product damage and loss, ensuring that goods reach their destination intact. Additionally, the ease of cleaning and maintenance associated with perforated modular belts makes them particularly well-suited for industries with stringent hygiene requirements, such as food and pharmaceuticals.
In harsh industrial environments where exposure to chemicals is common, the chemical resistance of modular belts is a significant advantage. These belts are constructed from resilient materials that can withstand corrosion from various chemicals. Thereby ensuring longevity and reliability in demanding conditions.
For more information about difference between conventional belting and modular belts, read this article
From lightweight applications to heavy-duty industrial settings, perforated modular belts offer adaptable solutions that cater to a wide range of conveying needs. Their combination of efficient drainage, debris prevention, product stability, hygiene, and chemical resistance makes them suitable for conveyor systems across industries.
Bindal Belting also offers flat top modular belts